Laser Cutter

Zone
16: CNC Lab
Owner(s)
- Freeside
Change of Control Codes
The '.nc' files created by CamBam now need to have two control codes changed. These are the commands that turn the laser beam itself on and off.
Change all occurrences of "E1P1" to "M300"
Change all occurrences of "E1P0" to "M301"
New Setup
The previous WindowsXP 32 bit computer with an onboard parallel port has been replaced by a new, smaller, better computer. The toolchain remains the same as before: your file -> CamBam -> Mach3 -> Laser Cutter
Here is a picture.

Permissions
For general use by members after they have completed an appropriate training course. Treat this equipment as if it were your own cleaning items off of the top of the machine and around its table after usage.
Usage Fee
The laser is a delicate machine with several consumable parts. In order to maintain the laser, Freeside asks for a $5/hour usage fee from members using the laser. These funds will be used to repair the laser, replace tubes, lenses, or other items that wear out, and when there is a surplus, make upgrades.
Laser usage fees should be paid to the Treasurer via payments@freesideatlanta.org with any of methods of payment accepted for dues. Please indicate that the payment is for laser usage for proper accounting.
Restrictions
The laser cutter is a CNC (Computer Numeric Control) machine capable of the following (See the Laser Library for more details):
- Cutting
* paper * cardboard * plastics up to 1/2" depending on type * craft foam * plywood of certain thicknesses depending on number of layers as well as what type of bonding glue was used * other stuff I haven't yet tried
- Engraving (vector, but NOT raster)
* cardboard * plastic * wood * glass * dark stone * ceramic * leather
Caution
This laser uses a CO2 gas tube and excites the gas through application of a 25KV voltage across the tube. The tube emits infrared light at a frequency of 1090um. This is invisible to the human eye. Most materials absorb photons with this frequency very readily.
Laser beams do not directly burn or melt material. When absorbing laser light, material moves to the plasma state, bypassing conversion to liquid or gas. However, this plasma is very hot, and material near the plasma can absorb heat and change to liquid or gas, and, if flammable, burn.
Although the beam is invisible, it is very powerful, and can easily damage your skin, clothing, other items, and your eyes.
Do not, under any circumstance, power the laser cutter on unless:
- the E-stop on the machine is on
- the machine controller is attached
- the operating system is completely booted
- Mach3 is running and in the foreground
- the E-stop in Mach3 is engaged
Do not apply the laser to any material containing chlorine. Chlorine is poisonous, and also will damage the electronic components of the laser cutter.
Specifications
In this picture from left to right you can see:
- 24VDC power supply; large aluminum case
- 12VDC power supply; small aluminum case
- In the back are 3 Keling stepper drivers; black aluminum cases with green wiring terminals
- In front of those are 2 120VAC solid state relays (not wired and currently not present in the enclosure); grey plastic cases
- Breakout board
- Power entry
- Hole for 120VAC duplex outlet

In the second picture you can see the high voltage power supply

The gantry is driven by a single dual-shaft stepper motor. This motor has a driveshaft on either side that goes to a bearing mechanism attached to the Y rails. Nearest this bearing mechanism there is a timing belt pulley on the shaft. The belt rides on this pulley and connects to the gantry's carriage to pull it back and forth. All motion in the laser cutter is established via pulling as you can't push a belt.
The lens carriage is driven by a stepper motor with a timing belt attached to the carriage.
The wiring exists for a Z(table) stepper but it's not currently installed. The large timing gear can be turned by hand to adjust the table up/down.
The laser cutter is supported by several pieces of equipment outside of its own enclosure: From left to right
- The coolant tank stores an amount of water/antifreeze mixture as well as houses the 24V bilge pump to circulate the coolant. Because of the amount of coolant available the temperature increase is not noticeable.
- The air assist pump pumps air into the nozzle attached to the focusing lens on the laser carriage. It's purpose is twofold: keep smoke/debris from out of the line of the laser's beam and off of the optics themselves, and assist the sublimation process by expelling the gasses created
- The fume extractor draws air in from the front of the laser cutter enclosure, across the cutting surface, and out through the back of the enclosure. (Actual equipment subject to change)

The laser beam itself is guided to the cutting nozzle using a "flying optic" system. This means that the laser tube stays in one place and the beam is directed around the enclosure using mirrors. The beam exits the laser tube and hits the first mirror at a ~45 degree angle. It then is reflected onto the gantry's mirror again hitting at ~45 degree angle. It is then reflected onto the carriage mirror at ~45 degree angle and then hits the focusing lens.
Dimensions
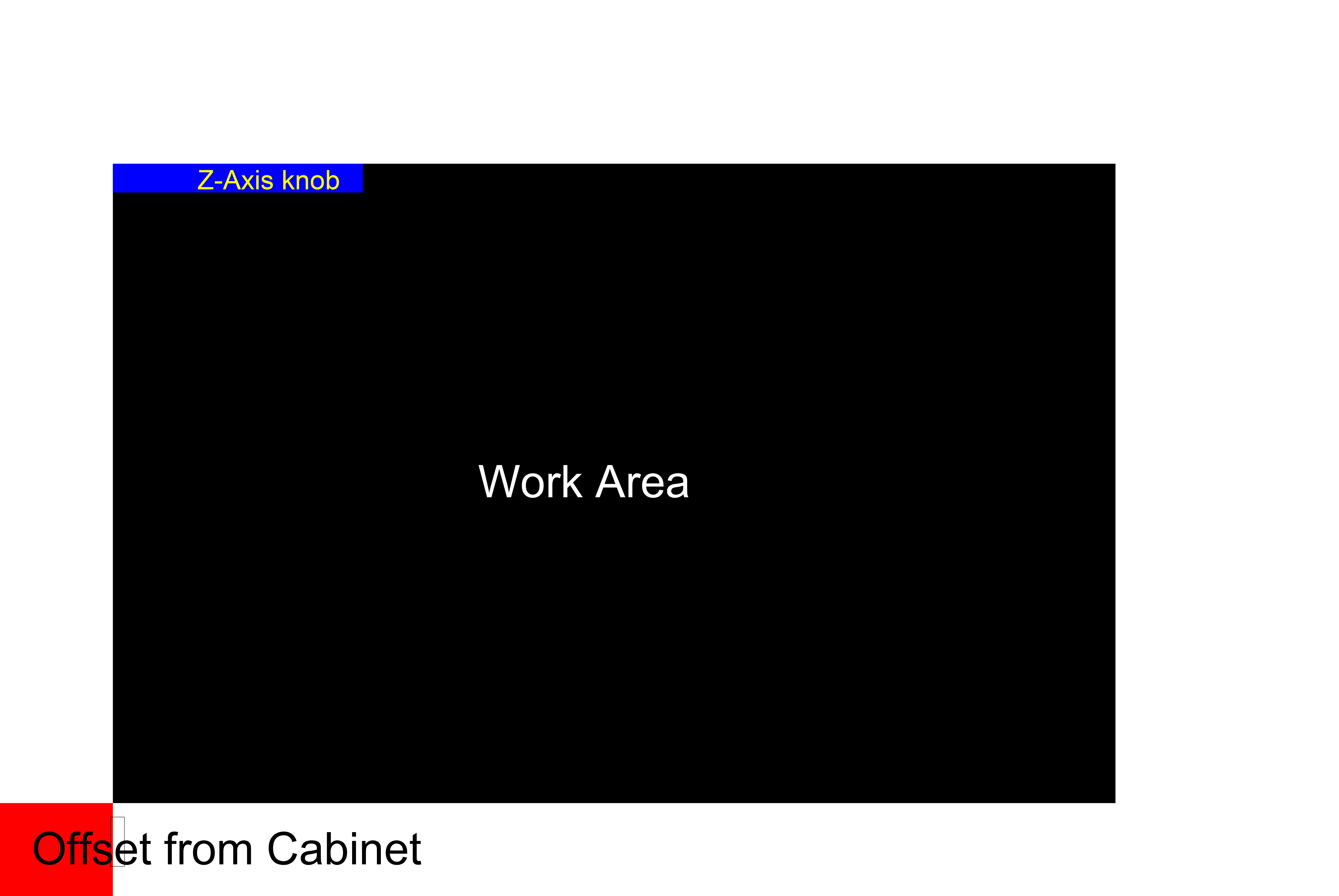
The dimensions of the work area are:
X: 453mm
Y: 289mm
Depending on the Z-axis setting, the Z-axis knob might interfere with the carriage. In this case, the rear, left corner of the work area is reduced by a rectangle 13mm in the Y dimension, and 113mm in the X dimension.
The frontmost, leftmost point in the work area is located 140mm from the left wall of the laser cutter cabinet, and 79mm from the front wall.
The grill on which work is set is 605mm wide, 304mm front-to-back, and 23mm thick.
Files showing useful dimensions:
Right Click Here to Download PNG
{kind=link}
Right Click Here to Download DXF
Right Click Here to Download SVG
{kind=link}
Tips
- Test power level and feedrate on a piece of material like the one you intend to use.
- More isn't always better in regard to power.
- More isn't always better in regard to assist air.
- When watching the laser cut/engrave wood, wear sunglasses, cutting goggles, or a welding helmet. The light coming off of the material is extremely bright.
- Never look directly at the item being cut without at least one material between you and the beam ie: no peeking in the vent holes without protective glasses
- From time to time the gantry gets out of square due to slop in the belts and loosening screws. In order to fix this you need to:
- Loosen one of the setscrews on one of the Y drive pulleys.
- Pull the gantry to the front of the enclosure and using a square like one of these: http://www.harborfreight.com/3-piece-l-square-set-with-levels-98556.html with the large part against the front frame and the blade extending toward the gantry, make sure both sides are equidistant.
- If the belts are loose on one or both sides you can adjust tension using the front idler pulley brackets.
- Loosen the screws and pull the bracket forward.
- Hold the bracket still and re-tighten the screws.
- After the gantry is square and the belts are tight, re-tighten the set screw on the Y drive pulley you loosened earlier.
Quick Reference
- The focusing lens has a 65mm focal point.
- For cutting, the bottom of the carriage should be ~81mm from the surface of the material you intend to cut.
Warnings
 Eyesight Damage Risk
Eyesight Damage Risk
 Crush and Pinch Risk
Crush and Pinch Risk
 Electric Shock Risk
Electric Shock Risk
High Voltage
 Flammable Risk
Flammable Risk
Safety
 Eye Protection Required
Eye Protection Required
 Unplug After Use
Unplug After Use
Usage Class Presentation
This file is the presentation deck used by Freeside to train users about how to use the laser cutter through 2015.
Right Click Here to Download PDF
This file is a presentation to supplement the one above, given January 2018.
Right Click Here to Download PDF
Control Computer Backup
From time to time it is a good idea to back up the control computer. The laser runs on a careful stack of near-obsolete software. We've been using Clonezilla to image the entire hard drive.
There is a boot CD and a USB stick near the laser. The USB stick is large enough for several copies of the hard drive, so leave the oldest one and the last one, if you can. If you restore, you might also want to clone the existing state of the drive for autopsy or in case something goes wrong with the restore process.